




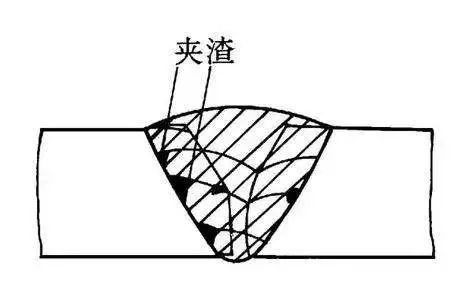
带你了解焊接缺陷——焊接夹渣!
焊接夹渣大体分为两类。
第一类为金属夹渣,特指钨、铜等金属颗粒残留在焊缝之中,习惯上称为夹钨、夹铜;
第二类为非金属夹渣,特指焊后残留在焊缝中的熔渣,包括焊条药皮或焊剂、硫化物、氧化物以及氮化物等。
根据其形成的情况,可分为点状夹渣、线状夹渣、链状夹渣以及密集夹渣。夹渣会降低焊缝的塑性和韧性,带有尖角的夹渣会产生尖端应力集中,尖端还会发展为裂纹源,特别是在空淬倾向大的焊缝中。铸件在受应力作用下,焊缝夹渣处会首先出现裂纹并沿展,导致强度下降、焊缝开裂。
1、焊接夹渣形成的因素
如果焊接材料中夹杂物较多(包括母材、气体以及焊材等),势必造成焊缝中产生夹杂物;另外,工艺因素对焊接夹渣也有很大的影响。
熔渣未清除干净
焊件边缘、焊层和焊道之间的熔渣未清除干净。特别是使用碱性焊条,若熔渣未除净,就更容易产生夹渣;
焊接电流太小
熔化金属和熔渣所得到的热量不足,使其流动性降低,而且熔化金属凝固速度快,熔渣来不及浮出。
母材金属与焊接材料的化学成分不当
例如当熔池内含氧、氮、硫等成分较多时,其产物(氧化物、氮化物、硫化物等)在熔化金属凝固较快的情况下,来不及浮出,就会残留在焊缝中形成夹渣。
2、防止焊缝中产生夹杂物的重要方面
采用工艺性能良好的焊材,禁止使用过期、变质和外观存在缺陷的焊材;
焊接前将焊接区域范围内铁锈、油污和其他有害杂质清理干净,坡口角度不宜过小,坡口内及两侧、层间的熔渣必须清理干净;
通过焊接工艺评定选择合理的焊接工艺参数,根据板材厚度选取适宜直径的焊条;根据熔渣流动的方向,随时调整焊条角度和运条方法,使熔渣能顺利的浮到熔池表面。
3、有效焊接的重要利器
金鲁鼎焊接(山东)有限公司,专注管道焊接研发生产十余年,公司自主研发生产的管道氩弧焊自动焊接机,能有效实现管道焊接打底,填充,盖面,普通工人通过简单培训后即可快速上手。

鲁鼎自动焊接设备

焊件展示

焊件展示
文章来源网络,旨在学习分享,如有侵权联系删除
