

高效氩弧焊新技术系列--活性氩弧焊(A-TIG)技术
一、技术起源:
前苏联巴顿研究所首先提出活性化TIG焊方法,简称A-TIG焊。其技术核心为活性焊剂,商业名称为焊接增透剂。该技术将传统钨极氩弧焊的焊接效率提高了近3倍,是等离子焊接技术的替代技术,与等离子焊接技术相比较,有如下优点:
1、焊接设备为普通的钨极氩弧焊,价格便宜,大量使用,设备价格远低于等离子焊接设备。
2、特别适合自动化焊接,对口间隙要求远低于等离子焊,无需坡口,易保证单面焊双面成型。
3、用于自动化焊接时,对比等离子焊接,对操作者的技术要求极低



二、基本原理
1、电弧收缩理论
该理论认为,表面刷涂的增透剂会压缩熔池阳极斑点,导致电弧弧柱电流密度提高,类似于等离子焊接的电弧机械压缩效应,从而提高了熔深,减小了熔宽。
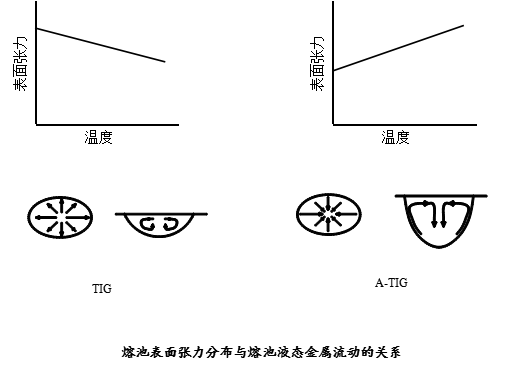
2、熔池表面张力变异理论
该理论认为,增透剂的存在导致熔池表面张力出现随熔池度提高而增加的异常现象,从而改变了熔池热流的方向,热流集中于熔池的中间,而不是向四周扩散,以致熔深更大,熔宽减小。
目前,两种理论都有自己的试验数据做支撑
三、应用前景:
1、巴顿研究所已经非常广泛的应用增透剂TIG焊工艺,包括电站、汽车、航天、发电机和化工厂。
一些典型应用包括:(1)核电站反应器(2)汽车轮(3)充氧钢瓶(4)汽车用压缩空气钢瓶(5)压力容器。
2、美国Newport News Shipbuilding和Bath Iron Works等造船厂或给海军提供零部件的工业用户中(TIG焊),海军造船厂和工业用户反馈的信息是他们从使用TIG焊增透剂中得到了性能和成本方面的好处。通过使用TIG焊增透剂,能够大幅度地降低生产周期(达到50%),熔深最大可达普通TIG焊的300%,同时能够降低散热条件变化的敏感性(可能导致不均匀的熔透或形成非对称的对接焊缝),降低热输入和焊接变形。NJC发现一般的增透剂由于量非常少,不会改变焊缝的化学成分和机械性能。
3、在自动化焊接行业的应用具有广阔前景,尤其是适合于高质量要求焊缝的打底焊道,使得单面焊双面成型的难度大大降低
自动焊 自动焊接设备 不锈钢自动焊机 罐体自动焊机 管法兰自动焊接 管管自动焊接
