




小议药芯焊丝电弧焊与承压设备
问:有什么标准规定疲劳压力容器不能使用气保焊药性焊丝?
答:不是所有的容器都限制使用药芯焊丝,部分类型的压力容器不推荐使用药芯焊丝基于一些客观存在的问题,争议也比较大。
药芯焊丝电弧焊使用连续送丝的方式于焊丝和母材之间建立电弧并进行焊接的焊接方法。常用类型有自保护型,外加保护气型和金属粉型。本文将对药芯焊丝电弧焊在部分工况被限制使用的可能的原因以及标准/文献条款进行描述。
与手工焊条电弧焊或非熔化极钨极惰性气体保护电弧焊相比,药芯焊丝电弧焊由于连续送丝具有更高的熔敷效率;
与非熔化极钨极惰性气体保护电弧焊或熔化极气体保护电弧焊(实心焊丝)相比,药芯焊丝电弧焊由于焊药的作用对母材表面清洁状态耐受度高,且在需求单面焊双面成型的工况有优势。
与熔化极气体保护电弧焊(实心焊丝)相比,药芯焊丝电弧焊可通过改变药芯粉料来满足不同需求且在一些高合金需求的领域具有优势;
药芯焊丝电弧焊本身可适用于全位置焊接,可用于厚材焊接,熔深大,成型好,能效高,综合成本低等显著优点。
由于药芯焊丝特有的制造过程,混粉和加粉过程中可能存在的不稳定的情况可能导致局部粉料不均匀或局部断粉;
有缝的药芯焊丝在包装打开之后可吸潮,而常用的标准(见下文)中部分标准条款中的氢含量指标基于刚从包装中取出的情况,而实际工况中对于焊材领用后的时限管理,再烘干等若未得到规范实施则可能导致熔敷金属氢含量偏离预期。而去除焊丝端部这一措施并不能完全解决此问题;
有缝的药芯焊丝盘可能出现焊丝扭转以及由于扭转而导致的局部漏粉,且此问题在使用中可能被忽略而导致在焊接过程中尤其是高合金焊接的过程中导致熔敷金属成分及性能偏离预期;
药芯焊丝渣系碱性的要求可能仍未完全公认的解决,市场信心仍在逐步建立。
在不同的执行标准中对于不同材质的母材以及服役工况的设备采用药芯焊丝电弧焊存在不同要求或描述。
如NB/T 47015-2011(见本文图1)未采用药芯焊丝,其释义为本标准中没有采用药芯焊丝,这是因为目前还没有成熟的适用于锅炉压力容器药芯焊丝药芯焊丝渣系,对药芯粉料的均匀性、熔敷金属化学成分、力学性能的稳定性都没有达到以用于压力容器焊材的水平。此系列标准NB/T 47018.3-2011未见采用药芯焊丝(见本文图2至图3)。
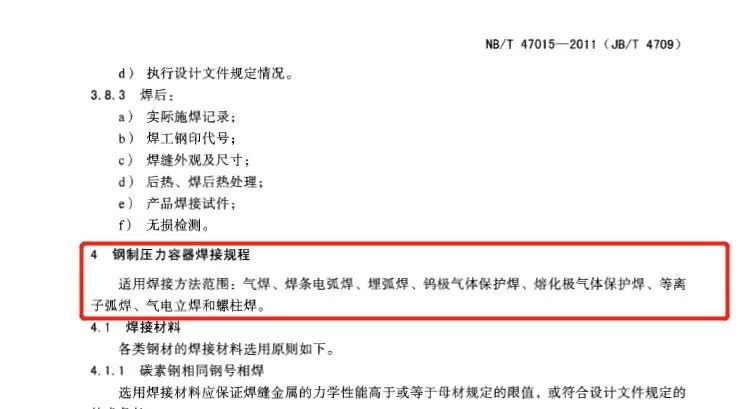
图1:截图来自NB/T 47015-2011 <压力容器焊接规程>
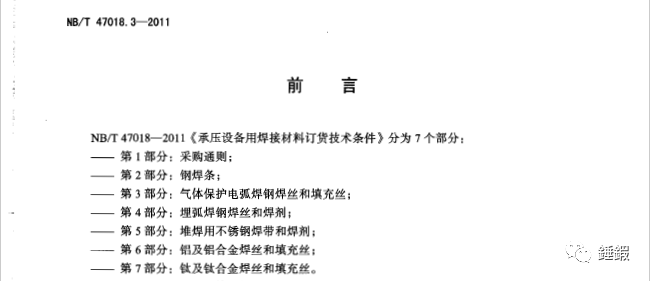
图2:截图来自NB/T 47018.3-2011 <承压设备用焊接材料订货技术条件 第3部分:气体保护电弧焊钢焊丝和填充丝>
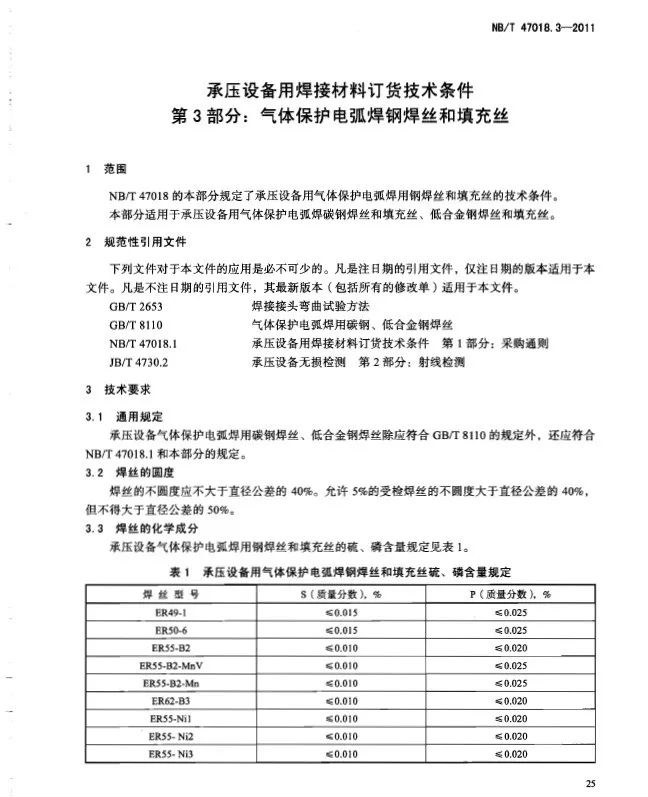
图3:截图来自NB/T 47018.3-2011 <承压设备用焊接材料订货技术条件 第3部分:气体保护电弧焊钢焊丝和填充丝>
NB/T 47065.1-2018排除使用药芯焊丝(见本文图4)。

图4:截图来自NB/T 47065.1-2018 <容器支座 第1部分:鞍式支座>
API RP 582-2016对药芯焊丝的使用做限制和说明,其中对自保护和外保护药芯焊丝分别予以说明,以及备注了合金添加量的微小变化会对性能产生重大影响。(见本文图5至图6)。
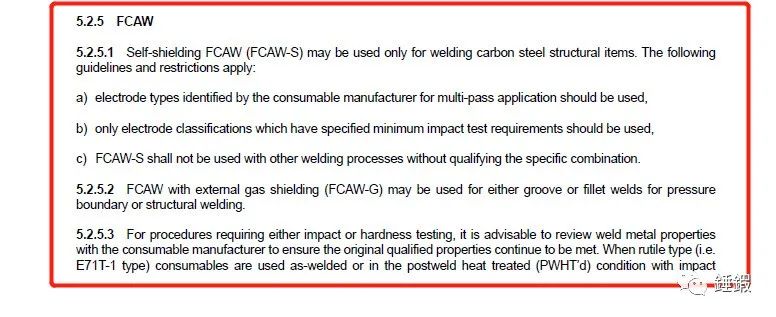
图5:截图来自API RP 582-2016 <Welding Guidelines for the Chemical, Oil, and Gas Industries>
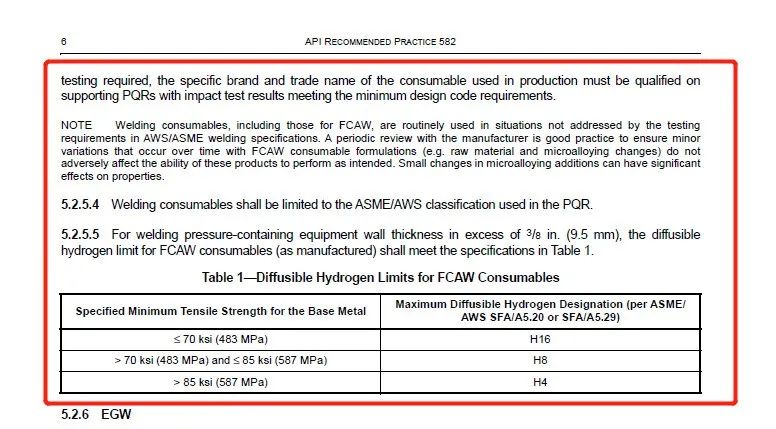
图6:截图来自API RP 582-2016 <Welding Guidelines for the Chemical, Oil, and Gas Industries>
BS EN ISO 17634-2015对熔敷金属氢含量进行了进一步说明,大意包括:对于该标准中的氢含量,制造商应声明其对储存条件,电流,电弧电压,干伸长,极性和保护气体进行要求维持在限制内(见本文图7)。
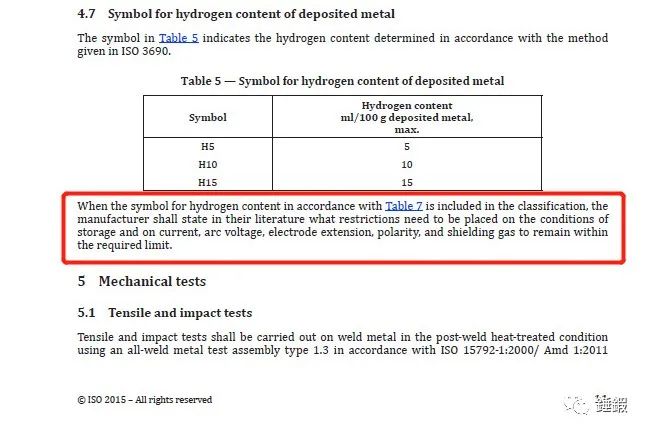
图7:截图来自BS EN ISO 17634-2015 <Welding consumables —Tubular cored electrodes for gas shielded metal arc welding of creep-resisting steels —Classification>
AWS A5.20/A5.20M:2005条款声明按照该标准的氢含量试验应由未打开包装的焊丝进行。焊接注意事项的描述大意包括:生产中的条件和工艺可能与本标准中的存在区别,这些区别可能导致焊缝金属的性能不同,这种不同可大可小(见本文图8至图9)。
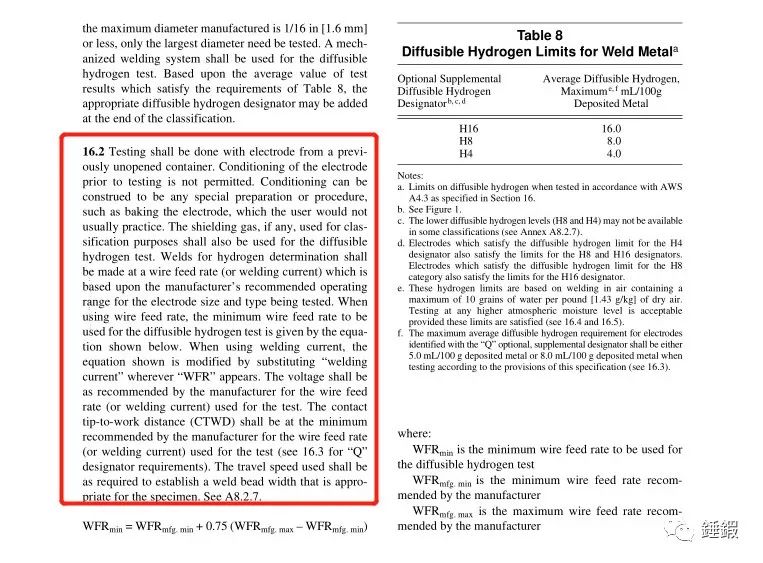
图8:截图来自AWS A5.20/A5.20M:2005 <Specification for Carbon Steel Electrodes for Flux Cored Arc Welding>
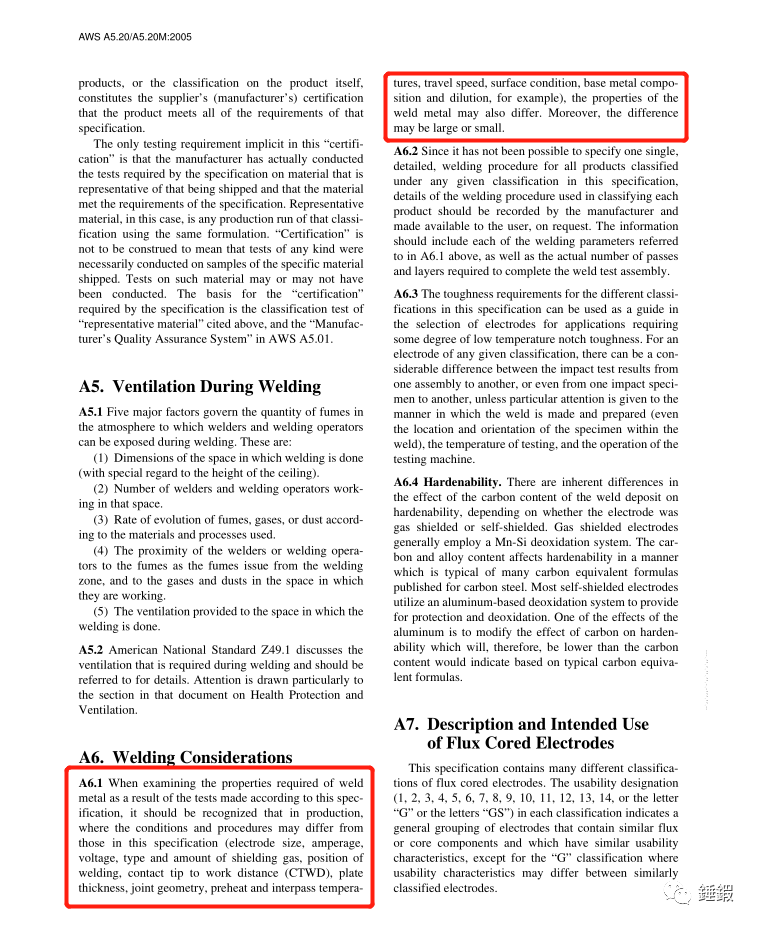
图9:截图来自AWS A5.20/A5.20M:2005 <Specification for Carbon Steel Electrodes for Flux Cored Arc Welding>
核电领域标准NBT 25085-2018中适用焊接方法包括药芯焊丝而对承压管道及压力容器等设备构件的推荐焊接方法中未包括药芯焊丝(见本文图10至图12)。
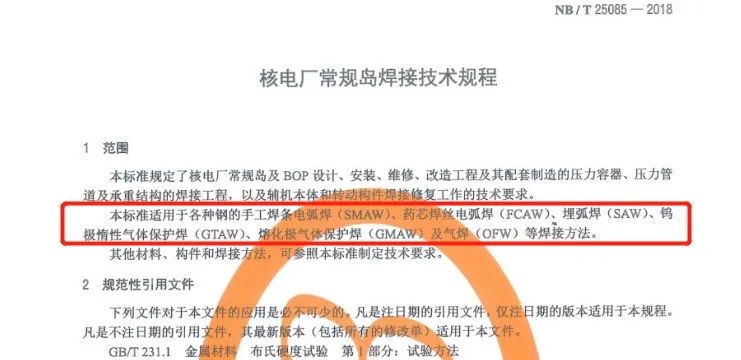
图10:截图来自NBT 25085-2018 <核电厂常规岛焊接技术规程>
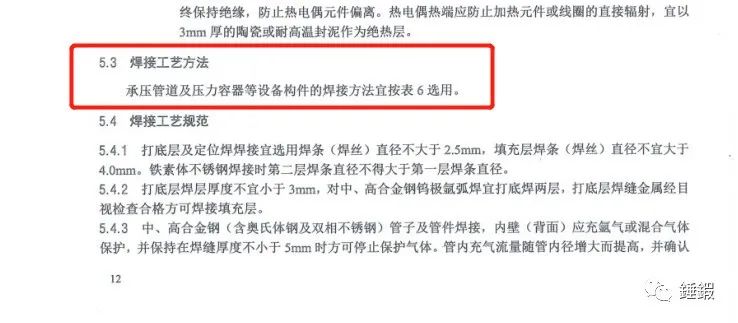
图11:截图来自NBT 25085-2018 <核电厂常规岛焊接技术规程>
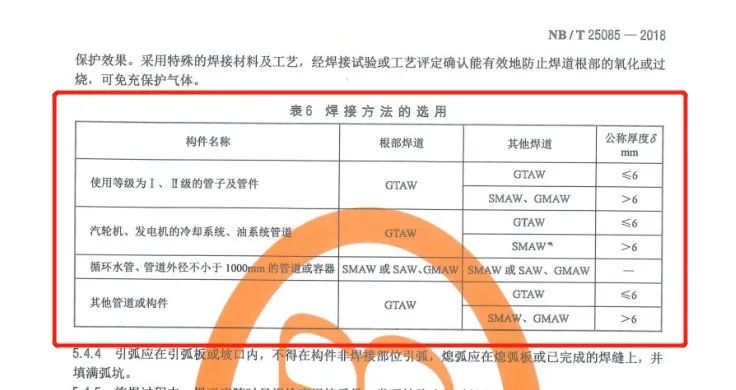
图12:截图来自NBT 25085-2018 <核电厂常规岛焊接技术规程>
由于药芯焊丝现状客观存在可能断粉,吸潮,渣系等问题未完全公认的解决,对于特定服役条件可能被要求保守处理而限制其应用。但药芯焊丝所具备的显著优势也是其用量占焊材总量稳步提高的原因,药芯焊丝在等级,规格,应用领域具有的发展空间前景可观。
药芯焊丝用于压力容器有失效案例历历在目,也有成功案例比比皆是,这并不是这一种焊接方法所独有的。有些标准对其禁止使用,但也有标准对其带限制的使用或无限制的使用。就压力容器一词的范畴,也有若干定义,是广义上的压力容器还是某个标准中指定定义的压力容器也需区分。此外服役工况之用还可能涉及是否低温,强度等级,等参数。
至于在特定的项目中是否可以应用此焊接方法则需要结合合同,执行标准以及甲乙方协商一致的技术要求来执行,不宜一概而论。
