




如何识别和防止未焊透和未熔合?
未焊透对焊接结构的直接危害是减小承载截面面积,降低焊接接头的力学性能。未焊透引起的应力集中远比强度降低的危害性要大,承受交变载荷、冲击载荷、应力腐蚀或在低温下工作的焊接结构,常常由此导致脆性断裂。
未熔合不仅减小了焊接结构的有效厚度,而且在工件使用过程中,未熔合的边缘处容易产生应力集中,并在此处向外扩展形成裂纹,从而导致整个焊缝开裂。
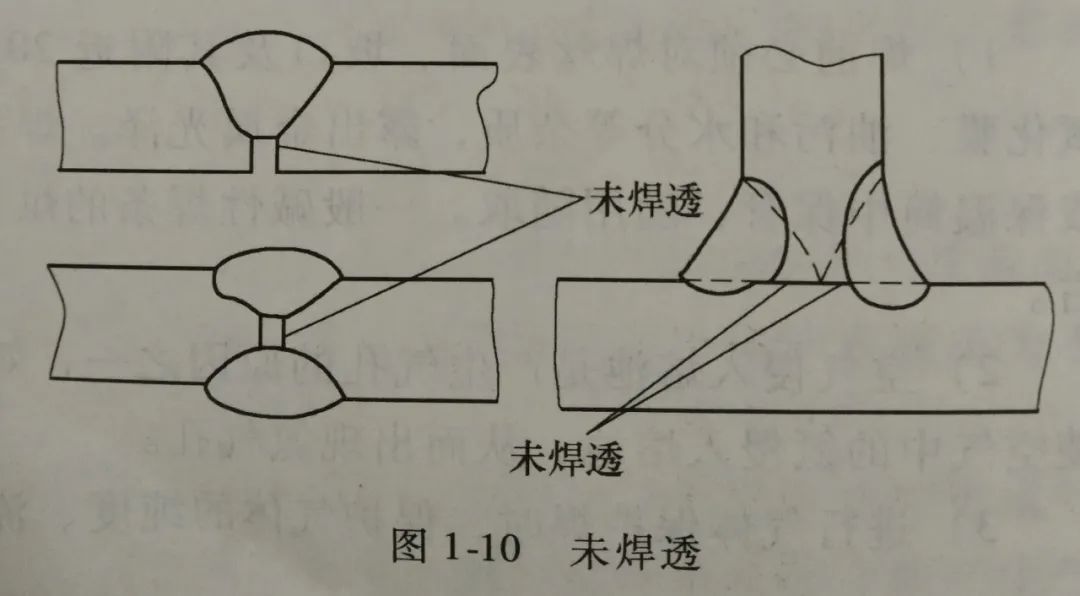
1、未焊透是焊接接头根部未完全熔透的现象
未焊透在焊缝中的形态特征如图1-10所示。
1)未焊透缺陷产生的原因:
焊接参数选择不当,如焊接电流太小、运行速度太快、焊条角度不当、电弧发生偏吹、对接间隙太小及坡口角度不当等,未焊透与焊接冶金因素关系不大;
操作失误,如进行不开坡口的双面埋弧焊时中心对偏等;
坡口加工不良,如钝边太厚,或一侧厚一侧薄,加上焊接电流太小等。
2)未焊透缺陷的预防措施:
使用较大的电流进行焊接是预防未焊透缺陷的基本方法。对于角焊缝,用交流代替直流可防止磁偏吹。
另外,合理设计坡口并保持坡口清洁、采用短弧焊等措施,也可以有效防止未焊透缺陷的产生。

2、未熔合在焊缝金属和母材或焊道金属与焊道金属之间未完全熔化结合的部分
未熔合常出现在坡口的侧壁、多层焊的层间及焊缝的根部.未熔合有时间隙很大,与熔渣难以区别;
有时虽然结合紧密但未焊合,往往会在未熔合区末端产生微裂。
1)未熔合缺陷产生的原因:
焊接面未清理干净,有油污或铁锈;坡口形状不合理,有死角;焊接电流太小;焊枪没有充分摆动:焊工擅自提高电流以加快焊接速度等。
2)未熔合缺陷的预防措施:
采用较大的焊接电流,正确进行施焊操作和保持坡口清洁。

小结
在机械化生产逐渐取代手工生产的环境下,人才也是企业争相投入的一大成本。根据焊料材料的不同,焊接极限温度也不同,自动化机械以更智能、更精确地控制焊接温度,效率更高。只要自动焊接设备调整好,就不存在效率和质量的曲线概率,不存在新手和熟练者的差距等等。焊丝焊接的产品质量和效率稳定,可以连续工作。
金鲁鼎焊接(山东)有限公司专注管道焊接研发生产十余年,公司自主研发生产的管道氩弧焊自动焊接机,能有效实现管道焊接打底,填充,盖面,普通工人通过简单培训后即可快速上手。公司产品广泛应用于供水设备、水处理设备、压力容器、石化设备、食品机械、仪器仪表、工程机械、金属软管、燃气(撬装)设备、制冷设备、消防设备、石油装备、真空设备、润滑设备、制药设备、厨房设备、汽车零部件等行业。公司自建立以来秉持“立心于斯 鼎诚致远”的企业理念,不断研发创新,设计推出满足市场需求的自动化焊接设备,真正为企业解决焊接需求。欢迎莅临考察。
文章来源网络,旨在学习分享,如有侵权联系删除
